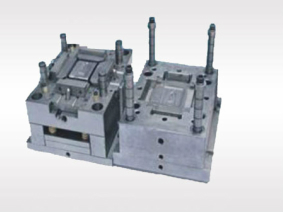
After all parts of stamping die are processed, assembly operation is needed. The assembly must be in strict accordance with the specifications. If the assembly is not carried out according to the requirements, it is easy to damage the mold and cause irreparable loss during the mold test. The specific operation points are as follows:
1. After the stamping die is assembled, first measure whether its overall height meets the design requirements. If there is a height, the reason should be carefully inquired.
2. The clearance between guide pillar and guide sleeve shall meet the design requirements, and all parts shall be uniform.
3. After the guide pillar and guide sleeve are turned into the upper and lower concave convex die, the axis line must be vertical to the concave convex die end face, and the upper and lower concave convex die end face shall be parallel.
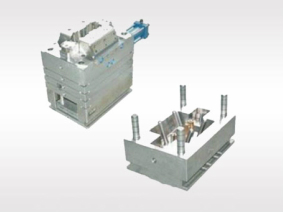
4. After the mold base is assembled, observe whether the upper die seat slides smoothly along the guide pillar.
5. After the handle is installed into the upper die base, its axis line must be perpendicular to the end face of the punch, and the error shall not exceed 0.05mm.
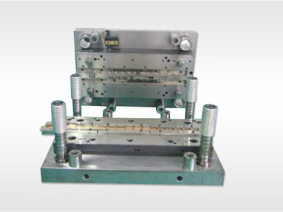
6. After the guide pillar is installed, it should be 1-2mm away from the lower end face of the female die base under normal conditions. If the B guide sleeve is selected, the distance from the upper end face of the punch base should also be 1-2mm
7. The fit gap between the concave and convex dies is uniform and consistent, which meets the design requirements.
8. The ejection and discharge device shall be assembled correctly to ensure that the scrap and stamping parts are not stuck in the stamping die.
9. The fully assembled stamping die has passed the trial die stamping, and the punched parts meet the requirements.